
उत्पादन


SUS304/ टेफ्लॉन कोटिंग कॉन्सेंट्रिक रेड्यूसर
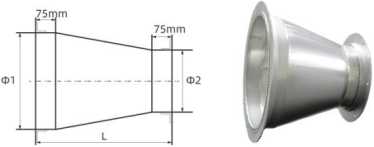

| लेख क्र. | व्यास (मिमी) | व्यास (मिमी) | लांबी (मिमी) | जाडी (मिमी) |
| RE-0100 | 100 |
|
| 0.8 (किंवा ग्राहकाची विनंती) |
| RE-0150 | 150 |
|
| 0.8 (किंवा ग्राहकाची विनंती) |
| RE-0200 | 200 |
|
| 0.8 (किंवा ग्राहकाची विनंती) |
| RE-0250 | 250 |
|
| 0.8 (किंवा ग्राहकाची विनंती) |
| RE-0300 | 300 |
|
| 0.8 (किंवा ग्राहकाची विनंती) |
| RE-0350 | ३५० |
|
| 0.8 (किंवा ग्राहकाची विनंती) |
| RE-0400 | 400 |
|
| 1.0 (किंवा ग्राहकाची विनंती) |
| RE-0450 | ४५० |
|
| 1.0 (किंवा ग्राहकाची विनंती) |
| RE-0500 | ५०० |
|
| 1.0 (किंवा ग्राहकाची विनंती) |
| RE-0550 | ५५० |
|
| 1.0 (किंवा ग्राहकाची विनंती) |
| RE-0600 | 600 |
|
| 1.0 (किंवा ग्राहकाची विनंती) |
| RE-0650 | ६५० |
|
| 1.0 (किंवा ग्राहकाची विनंती) |
| RE-0700 | ७०० |
|
| 1.2 (किंवा ग्राहकाची विनंती) |
| RE-0750 | ७५० |
|
| 1.2 (किंवा ग्राहकाची विनंती) |
| RE-0800 | 800 |
| La01-O>2+150 | 1.2 (किंवा ग्राहकाची विनंती) |
| RE-0850 | ८५० | <01 | or | 1.2 (किंवा ग्राहकाची विनंती) |
| RE-0900 | ९०० | ① 1 पेक्षा लहान | ग्राहकांच्या गरजेनुसार सानुकूलित | 1.2 (किंवा ग्राहकाची विनंती) |
| RE-0950 | ९५० |
| ग्राहकाची विनंती | 1.2 (किंवा ग्राहकाची विनंती) |
| RE-1000 | 1000 |
|
| 1.5 (किंवा ग्राहकाची विनंती) |
| RE-1100 | 1100 |
|
| 1.5 (किंवा ग्राहकाची विनंती) |
| RE-1200 | १२०० |
|
| 1.5 (किंवा ग्राहकाची विनंती) |
| RE-1300 | १३०० |
|
| 1.5 (किंवा ग्राहकाची विनंती) |
| RE-1400 | 1400 |
|
| 1.5 (किंवा ग्राहकाची विनंती) |
| RE-1500 | १५०० |
|
| 1.5 (किंवा ग्राहकाची विनंती) |
| RE-1600 | १६०० |
|
| 1.5 (किंवा ग्राहकाची विनंती) |
| RE-1700 | १७०० |
|
| 2.0 (किंवा ग्राहकाची विनंती) |
| RE-1800 | १८०० |
|
| 2.0 (किंवा ग्राहकाची विनंती) |
| RE-1900 | १९०० |
|
| 2.0 (किंवा ग्राहकाची विनंती) |
| RE-2000 | 2000 |
|
| 2.0 (किंवा ग्राहकाची विनंती) |
| RE-2500 | २५०० |
|
| 2.5 (किंवा ग्राहकाची विनंती) |
| RE-3000 | 3000 |
|
| 2.5 (किंवा ग्राहकाची विनंती) |
| RE-3600 | ३६०० |
|
| 2.5 (किंवा ग्राहकाची विनंती) |
टीप:
विनंतीनुसार 2000mm पेक्षा जास्त व्यासाचा डक्ट उपलब्ध आहे.
डक्ट जाडी SMACNA "राऊंड इंडस्ट्रियल डक्ट कन्स्ट्रक्शन स्टँडर्ड्स** वर्ग 1 आणि 5 दाब -2500Pa (-10 in.wg) वर तयार केली आहे .आणि ग्राहकाच्या विनंतीनुसार ती बदलली जाऊ शकते.
1. हवेच्या नलिकेचा जो भाग रंगवायचा आहे (पाईपच्या आतील फ्लॅंज पृष्ठभागासह) तो सँडब्लास्ट केलेला असणे आवश्यक आहे, सँडब्लास्टिंगचा खडबडीतपणा 3.0 G/S76, 40μm किंवा त्याहून अधिक, आणि बाहेरील वाळूचे कण आणि धातूची धूळ पूर्ण करणे आवश्यक आहे. सँडब्लास्टिंगनंतर पाईप काढून टाकणे आवश्यक आहे.डक्ट वर्कपीसची पृष्ठभाग स्वच्छ आहे की नाही याची खात्री करा आणि वर्कपीस अॅल्युमिनियम फॉइलने झाकलेले आहे.
2. पाईप फिटिंग कोटिंग रूममध्ये ओढा, पेंटिंग सुरू करा, इलेक्ट्रोस्टॅटिक पावडर कोटिंग मशीन आणि विस्तारित स्प्रे गन ट्यूबसह फवारणी करा, 15-20 मिनिटांसाठी कच्च्या मालाच्या वैशिष्ट्यांनुसार सिंटरिंगची वेळ माफक प्रमाणात समायोजित करा आणि सिंटरिंग तापमान श्रेणी आहे. 285°~300°C
कोटिंग फिल्मची जाडी शोधण्यासाठी फिल्म जाडी टेस्टरसह 3.100% एकूण गुणवत्ता तपासणी (चित्रपट जाडी शोधणे, पिनहोल शोधणे).चित्रपटाची जाडी 260±30 μm आहे.कोटिंगमध्ये पिनहोल आहेत की नाही हे शोधण्यासाठी पिनहोल डिटेक्टर वापरला जातो.दुरुस्त करणे किंवा पुन्हा काम करणे आवश्यक असलेल्या सुया असल्यास, मानक शोध व्होल्टेज 2.5KV वर समायोजित करा.गुणवत्ता तपासणीनंतर फिल्मची जाडी आणि पिनहोल चाचणीचे परिणाम "डक्ट कोटंग गुणवत्ता तपासणी फॉर्म" मध्ये नोंदवले जावेत.
4. 2000mm पेक्षा जास्त व्यासाचा डक्ट विनंतीवर उपलब्ध आहे.डक्ट जाडी SMACNA वर तयार केली जाते.आणि ग्राहकाच्या विनंतीनुसार ते बदलले जाऊ शकते.









